1) 치수 공차 및 형상 공차의 기점
– 치수 공차의 출발점: 이론적으로 어떤 제조업체도 실제 치수로 부품을 대량 생산할 수 없습니다.
– 기하 공차의 시작점: 어떤 제조업체도 이론적으로 완벽한 형태의 부품을 대량 생산할 수 없습니다.
.
2) 조립의 필요성
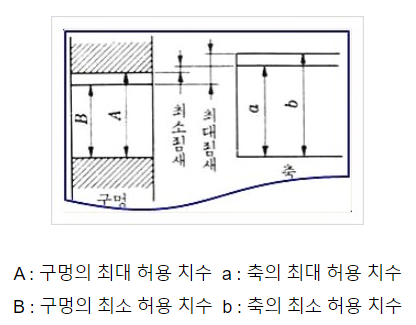
– 기계는 여러 개의 부품으로 구성되어 있기 때문에 부품 간의 끼워맞춤이 필요합니다.
– 부품의 치수오차는 기계의 정밀도와 가공자의 숙련도에 따라 좌우됨
– 대량 생산 가능, 가공 비용 절감(부품 호환성 확보)
.
3) 조정 방법
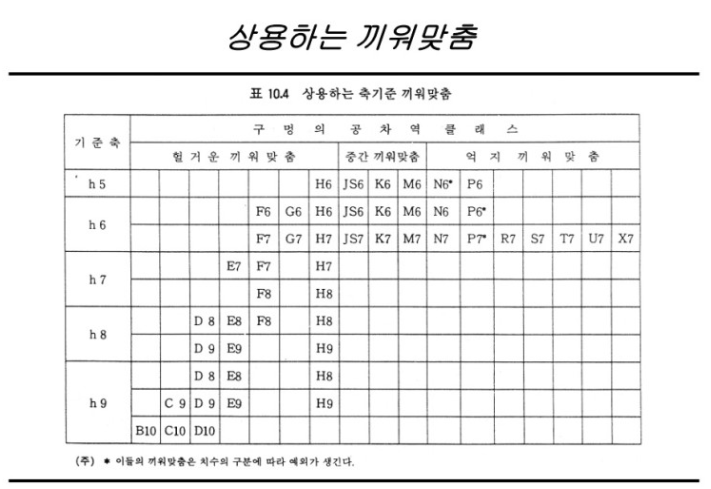
– 섕크 기반 볼팅: 샤프트와 보어 사이의 맞춤에서 샤프트의 치수를 기준으로 보어 공차를 결정하는 방법
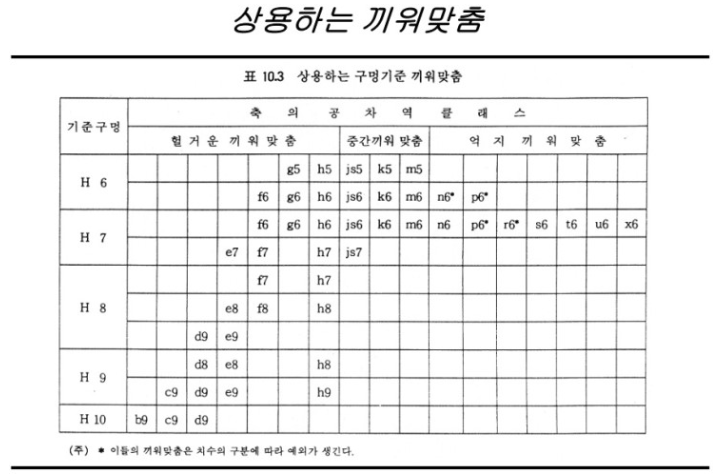
– 표준 홀 피팅: 샤프트와 구멍 사이의 끼워 맞춤에서 구멍의 크기를 기준으로 샤프트의 공차를 결정하는 방법
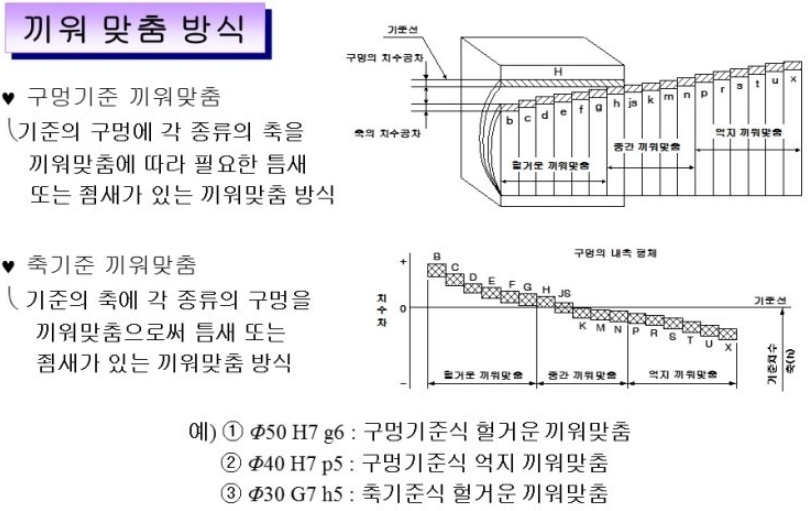
4) 핏 적용
드로잉 랩
디자이너. 호연류
핸드폰 010-2670-7873
메커니즘 설계 · 소방 설계 · 장비 설계 · 기계 설계 · 각종 승인 도면